
180 2876 6428
0755 2843 2309
180 2876 6428
0755 2843 2309
导读: 铝合金激光焊接有广阔的应用前景,但是铝合金变形大,焊接变形影响了结构的承载能力和结构的精密性,尤其对薄板精密结构将造成非常严重的后果。
铝合金激光焊接有广阔的应用前景,但是铝合金变形大,焊接变形影响了结构的承载能力和结构的精密性,尤其对薄板精密结构将造成非常严重的后果。因此焊接变形的检测和控制是一个非常重要的研究方向。国内外很多学者采用有限元法对焊接变形进行研究。目前用于检测热加工工件生产变形和应力应变的种类有很多。对于焊后变形的非接触全场测量,三维激光扫描仪对焊后变形可以精确的测量,但是操作复杂。
数字图像相关技术是一种对变形场和应变场进行非接触测量分析的光学系统,称为数字图像相关技术(digital image correlation technique DIC)。Strycker 等人在2011年第一次使用DIC技术测量弧焊过程中的焊接变形。试验结果表明DIC技术的测量结果与应变片的测量结果具有很强的一致性,表现出很高的准确性,由此证明了DIC技术应用于焊接过程的可行性。
文中是首次将数字图像相关技术应用到测量5052铝合金薄板激光焊接变形中,具有一定的创新性。
1 实验方法
试验材料选择5052铝合金板材。5052铝合金属于5XXX系列的铝合金,Mg元素是唯一的合金强化元素,含量在2.2% ~ 2.8%之间。该合金具有良好的耐腐蚀性、易加工性、焊接性等优良特性,其强度属于中等强度合金。薄板尺寸为150mm×100mm×1.5mm。
使用的激光器为JK2003SM连续Nd YAG激光器2.0kW。操作台为TDJG-1多轴数控激光操作机床。图像采集设备为MV-D1024E-40型号CCD工业相机,在采集过程中焦距采用3.5f光圈选择最大;分辨率为1024像素×1024像素;图像采集帧频分别为5帧/s,两个相机分别为USB插口和Camera Link Base插口。滤光片为615nm,带宽20nm,图片分析采用VIC-3D软件。
将5052铝合金薄板进行打磨、清洗去除油污、腐蚀去除氧化膜、制作均匀随机、各向异性的散斑。
2 对焊接变形的检测
2.1 检测不同焊接参数下的激光焊接的变形量
2.1.1 相关焊接参数
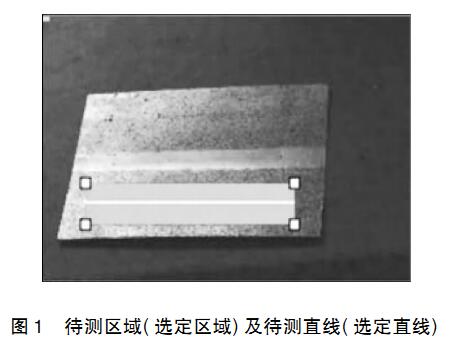
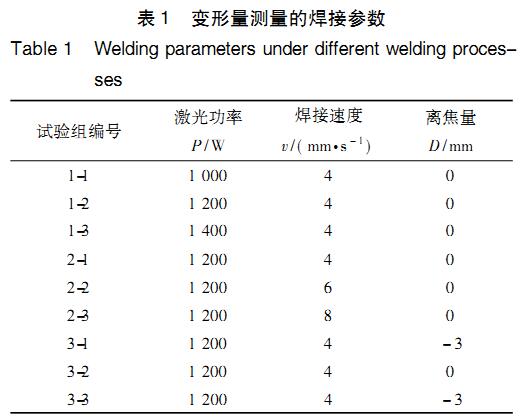
为了研究焊接参数对薄板变形量的影响,选择了待测区域和待测直线(图1)进行研究,表1为试验过程中采用的焊接参数。
2.1.2 不同焊接参数下的实验结果与分析
图2为不同激光功率下计算分析得到的三维云图,可以看出在不同的激光功率下薄板变形呈现中间凹陷,两边翘起的变形形状。图3为经计算分析得到的待测直线上的变形量曲线,在沿着焊缝方向,由焊接起始点开始,各点变形量逐渐减小并且由正向变形向负向变形变化,在距起始点40~ 60mm之间,变形量几乎保持不变,随着激光功率的增加,点的变形量增加。

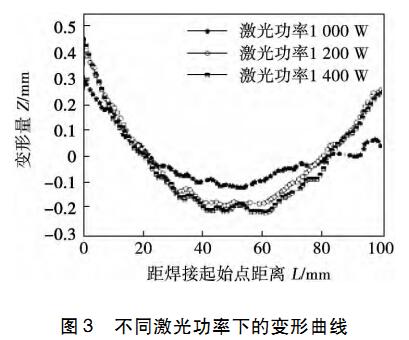
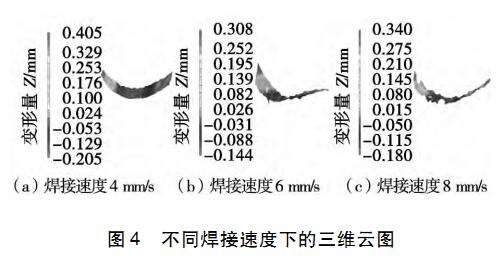
图4为不同焊接速度下计算分析得到的三维云图,可以看出在不同焊接速度下薄板变形呈现中间凹陷,两边翘起的变形形状。图5为经计算分析得到的待测直线上的变形量曲线,在沿着焊缝方向,由焊接起始点起始,各点变形量逐渐减小,在距起始点40~60mm之间,变形量几乎保持不变,而后又逐步增加。随着焊接速度的增加,瞬时的热输入减小,点的焊接变形量逐渐减小。
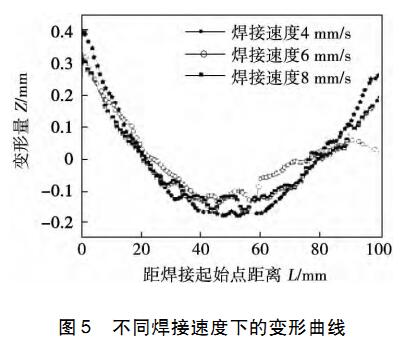
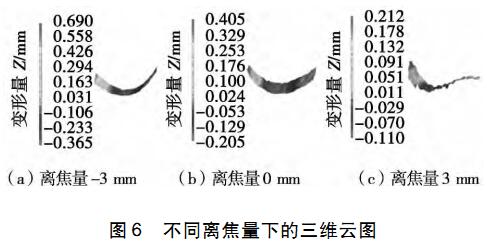
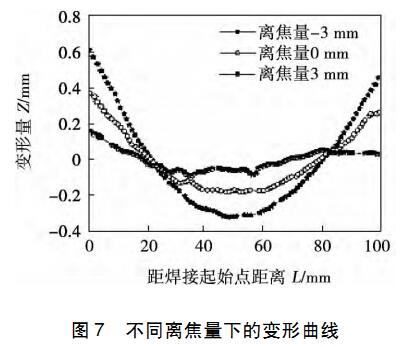
图6为不同离焦量下计算分析得到的三维云图,可以看出在不同的离焦量下薄板变形呈现中间凹陷,两边翘起的变形形状。图7为经计算分析得到的待测直线上的变形量曲线,在沿着焊缝方向,由焊接起始点开始,各点变形量逐渐减小,在距起始点40~60mm之间,变形量保持不变,而后又逐步增加。随着离焦量由负变为正,点的焊接变形量逐渐减小。
从图2、图4、图6可以看到薄板变形呈现中间凹陷,两边翘起的变形形状。产生这种变形的原因是激光焊接开始时,焊缝局部受热并且热源的温度比较高,在各个方向上都会产生不同的温度梯度,待测直线的起始点距离热源最近,在瞬时受热产生膨胀翘起,由于铝合金薄板的热导率高传热快,而距离焊缝稍远的区域温度也很高,离焊缝越远的地方温度会逐渐降低。温度较高的金属在膨胀过程中受到温度较低的周围区域的限制和约束,不是自由膨胀,反过来周围区域受到了压缩应力,超过它的屈服强度,这是中间区域进行下凹的原因,随着激光热源的远离,传热在不断的进行,进行着热循环,中间区域受到压缩下凹,同时又给板的另一边产生拉伸作用,再加上热量不断的输入,最终造成了中间凹陷两边翘起的形状。
2.2 对焊接过程中的焊接变形检测
对焊接过程全程进行检测分析,选择待测点(距离焊缝中心30mm,距上板边25mm),得到其在焊接过程中的精确变形,图8为焊接速度4mm/s,离焦量0,功率1200 W下的待测点在焊接过程中变形量随时间变化的曲线。
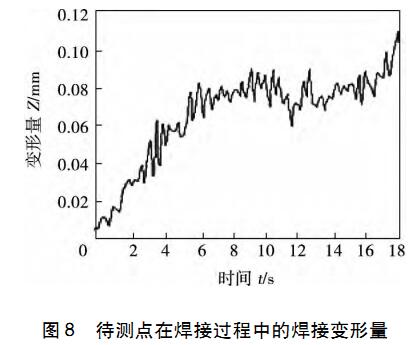
从图8可以看到,在激光焊接开始后的前8s内变形急剧上升,8~16s之间几乎变化不大在0.08mm 左右,只是偶尔的上升下降,在16s后有急速上升直至焊接停止,达到最终变形量0.12mm。产生这些变化趋势的主要原因是焊接过程中的受热不均匀加热膨胀冷却收缩、薄板的刚度小以及薄板在热变形过程中各个部分的相互作用和牵制。焊接开始时,热量从焊缝区域传递到待测点,待测点受热膨胀并且受到周围温度相对较低区域和相对较高区域的限制和约束,随着激光源的移动,传递到待测点的热量也在不断的变化着,其周围的区域也在不断的变化,因此拉伸和压缩交替进行,变形量会出现微小的上下波动,但是受热过程在不断进行,不断的吸收着热量,因此总体趋势呈现上升。在8~16s中,变形量变化不大,主要是激光源运动到焊缝的中间部位,结合图3变形量曲线分析,在这段时间内热源的位置正好对应着待测直线的第40~60mm的部分(即变形量变化不大的区域),也就是焊接热源在这部分区域运动时,板变形量变化是不大的,因此区域间相互作用的结果是使待测点的变形量变化也不大。当激光热源离开这部分区域,也就是第60mm以后的位置,这时整个板的热循环又发生变化,各个区域的变形量又随着焊接热源的移动而增加,造成焊接待测点的变形量又变化,呈现出急剧增加的趋势,点变形和区域变形是密不可分的,这也是造成薄板形成中间凹陷两端翘起的原因。
3 结论
(1) 数字图像相关技术非接触测量具有高度准确性,测得的不同焊接参数下的焊接变形量符合随焊接参数变化的基本规律。
(2) 5052薄板中间位置焊接时焊缝一侧的区域呈现中间下凹,两边翘起的变形趋势。
(3) 待测点在焊接过程的变形量总体趋势在不断增加,且增加的速率是变化的,随着激光热源移动呈现先急剧增加,尔后平缓,最后又急剧增加的趋势。
(1.天津大学材料科学与工程学院 2.鞍钢集团矿业设计研究院 黄尊月 罗震 姚杞 冯梦楠 王忠红)